

The safe and efficient operation of critical infrastructure like desalination plants requires highly skilled personnel. Traditional training methods, however, are often insufficient for preparing operators to handle a wide range of operational scenarios, particularly during emergencies. The risks of learning on a live plant are too high, potentially leading to equipment damage or safety incidents.
The Operator Training Simulator (OTS) is by far the most efficient way of training, as it reduces the training time from months to days.
A significant, often overlooked, benefit of implementing an OTS is its ability to drastically shorten the project delivery timeline by 3 to 4 months. By allowing operators to be fully trained and ready to go before the plant is even completed, it eliminates the prolonged on-site training and handover phases that typically follow construction and commissioning.
Current status
OTSs are routinely used in the power-generating industry. For the last 30 years, their functional requirements have been articulated and standardized. Their latest version is reflected in ANS-3.5-2018 (nuclear power plants) and ANSI/ISA 77.20.01-2012 (fossil-fuel power plants) standards.
Despite the tremendous contribution of OTSs to the project's success, their proliferation is stifled by the high cost and long lead time of the OTS software development. Depending on the OTS scope, its cost and the lead time may surpass US$1 million and 2 years.
The big uncertainty of the above-mentioned criteria is a direct consequence of manual synchronization of the project execution with the OTS software development cycle. It necessarily includes the raw data collection from different siloed departments and their validation. Usually, data unavailability (like operation sequences) and inevitable errors in the control logic design (only found during commissioning) have the most severe impact on the OTS project schedule. It is grossly disregarded by the plant designers who have different priorities.
All the above-mentioned points make it unrealistic to have OTS tested and accepted at least six months before the plant handover.
All the OTS projects fail on the “human side”, reflected in training and competency philosophy. It explains what training levels shall be achieved and how. Expertise in software development does not help with that task.
The said standards do not set any benchmarks regarding the OTS intelligence in selecting individual training programs. Instead, they fall back on the training instructor's preferences and experience. Such an approach adds hundreds of thousands of dollars to the OTS operating expenses.
Adapting the power plant OTS standards and practices to desalination mega-plants will make sense if it is leveraged with a new technology for the OTS software development, making it faster and cheaper by a factor of 10.
Functional Requirements
Ideally, the OTS interface shall be a replica of the HMI of the plant control system. The latter shall be completely replaced with the plant digital twin (PDT). Its specification shall meet the OTS objectives.
Typically, they are a subset of the plant simulator (PS) objectives meant for the plant control design validation and operation optimization. PS is used to validate controls, safety, alarm philosophies, alarm rationalization, tuning PID controllers, and operating sequences. This simulator type is discussed elsewhere.
The OTS objectives address both normal and abnormal operations. The normal one includes the following scenarios.
- Unit startup and shutdown
- Change in demand
- Unit unloading to the lowest stable levels of operation
- Scheduling of routine intermittent operations
- Preparation for maintenance
- Re-instatement after maintenance
- Operator-conducted testing on equipment or systems
Unlike the former, the list of abnormal (off-design) operation scenarios is infinite. Its top-priority entries are as follows.
- loss of measurement
- alarm/interlock corrective action (troubleshooting)
- loss of control or its malfunction
- operation sequence failure
- alarm flooding
- equipment and piping leaks and bursts
- external disruptions (power loss, seawater high SDI, turbidity)
The cornerstone question is whether the abnormal operation is the OTS input (by the instructor) or the PDT output (as a result of equipment failure or wear and tear modeling).
The former approach dominates in the process plants due to its simplicity. As it breaks down the cause-and-effect logic, possibilities are limited to emulate in OTS decision-making regarding ways of troubleshooting and handling alarm flooding.
OTS architecture
Functional requirements define the OTS architecture. Its minimalist version includes four distinct parts shown below.
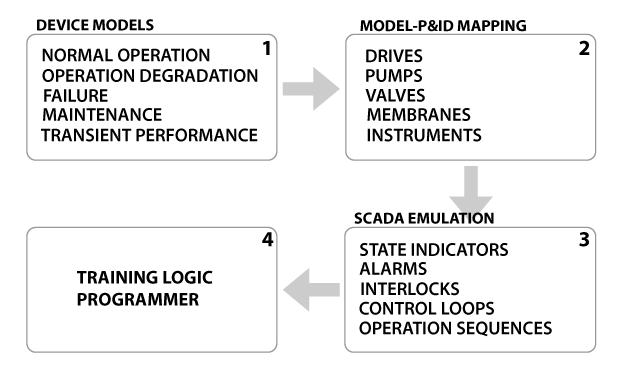
Device models
Device models are the "bricks" of the plant model. Models are listed in the order of importance. Operation is considered normal if the feed water quality and the plant load are within the plant specification. Most of the desalination plants are not designed for partial loads.
As a rule, high-quality operation models are based on the data obtained from the equipment manufacturers. For instance, the pump model requires approximation of the actual pump performance curves and the motor torque and current versus speed curves. The same is true for the valve characteristics.
Operation degradation is exemplified by the fouling of seawater intake piping, micron filters, and reverse osmosis membranes.
The failure model has three distinct parts. The first one describes operation constraints set by the device manufacturers, the second describes generic malfunctions associated with the device type. The third part models random failures.
For instance, the pump's normal operation is bounded by maximum rotation speed, maximum and minimum flow rates, minimum suction pressure, maximum vibration, and maximum bearing temperature. High vibration and temperature are examples of a generic malfunction. They certainly lead to a pump repair – a task of the maintenance model. It mainly deals with the tasks that require switching off the device.
The random-failure model is based on the MTBF (mean time between failures) and MTTR (mean time to repair) values for the device categories. The model shall be configured for accelerated failure rates normally observed at the beginning of plant operation.
The transient performance model is not of top priority, as the process time constants are mostly above 15 seconds. The only exception is the startup of a high-pressure pump feeding reverse osmosis membranes.
The fidelity and realism of a plant simulation depend upon the quality of the mathematical models that describe the plant's essential components. They implement a process classified as the main continuous one that leads to a change in the medium flow rate or its pressure. Such components include pumps and drives, valves, reverse osmosis membranes, filters, and manifolds. When interlinked, they form a hydraulic model of the plant. It requires an accurate approximation of the fluid properties and hydraulic resistances.
An acceptable model accuracy depends on the data usage type – operation monitoring, protection, or control. Parameters intended for system state monitoring may be predicted with the accuracy of 5%, protection – 3%, and control – 2% of the reference unit instrument loop range. Equipment sizing validation – one of the OTS indirect applications - may require even higher accuracy.
Model – P&ID mapping
The model-P&ID mapper links a virtual device to a physical one.
To visualize the plant model run on the computer screen, the device model outputs shall be mapped to the P&ID sensors and transmitters.
This process – I/O mapping - starts with mapping a model to a specific P&ID item representation and discovering the item instruments and "peers" having the same fluid conditions (like flow rate and pressure). The P&ID item representation addresses a recurring item pattern – exactly the same item groups connected in parallel. Lumping these groups into a single one of equivalent capacity and performance is a default choice if it matches the functional requirements. They define the depth of the model-P&ID mapping, which is conducted in the order of the process priority.
- Main continuous process
- Main batch processes
- Auxiliary continuous process
- Auxiliary batch process
Bi-directional mapping shall be implemented for the device model and P&ID item fluids. Finally, the model's significant attributes shall be mapped to the P&ID item datasheet entries. The depth of model-P&ID mapping affects the OTS fidelity.
SCADA emulation
OTS is not connected to the plant SCADA (System Control and Data Acquisition). Instead, it uses its own stand-alone emulation. Functionally, it is more sophisticated as it not only consumes alarms but produces them too.
Its first task is to map all the discrete signals of SCADA denoting states, actions, and alarms to events emitted by the device models when some conditions are met. This task heavily depends on the model-P&ID mapping. It lays out a foundation for automatic import of alarm and interlock settings from P&ID to device models.
The SCADA emulation must replicate the master-slave architecture of a control system where the slave PLC handles FOD (field-operated devices) of a control module (the plant system) and the master PLC orchestrates interactions of control modules.
Training logic programmer and tracker
Operator training and competence assessment are a three-step process. (Operator Training Simulator Handbook by Joseph Philip, 2022 ). It includes mandatory training covering principles of the plant operation via HMI, specialized training focused on safety procedures and troubleshooting, and competence assurance.
The first two steps require different modes of the OTS running – the real-time and accelerated ones. The former is too slow to emulate the cascade of the FOD failures, requiring quick decision-making.
The training tracker manages the training schedule built around the work packages. For instance, the "Alarms & Controls" package includes such topics as alarm priority hierarchy, alarm display, acknowledgment, history, filtering, etc. The total number of topics is about 100.